大阪
大阪株式会社樋口製作所
| 出展者名 | 株式会社樋口製作所 |
|---|---|
| 英文社名 | Higuchi Manufacturing Co.,Ltd. |
| 小間番号 | 1-242 |
| 住所 |
〒504-0957 岐阜県 各務原市金属団地44番地 |
| Address |
44 Kinzoku-danchi,Kakamigahara City,Gifu,504-0957 |
| ホームページURL | https://hig-jp.net/ |
| メールアドレス | |
| 電話番号 | 058-383-1141 |
| Telephone | +81-58-383-1141 |
| PR文 | 当社ではプレス加工、アッセンブリ等の一貫した加工を行っております。超高張力鋼板での深絞り加工においては業界トップクラスを誇っております。銅、アルミバスバーをターゲットとした金型内エッジワイズ曲げ(工法特許申請中)サンプルを展示しております。是非会場にてご覧下さい。 |
| 代表的な出展製品 |
|
| 出展製品[1] | 材料歩留まり100%を実現した次世代バスバー技術 |
| 出展製品詳細[1] |
|
| 出展製品[2] | 超高張力鋼板1.5GPaの絞り |
| 出展製品詳細[2] |
そのような中、当社は独自の深絞り技術により、従来は極めて困難とされてきた1.5GPa材も絞ることに成功しました。 |
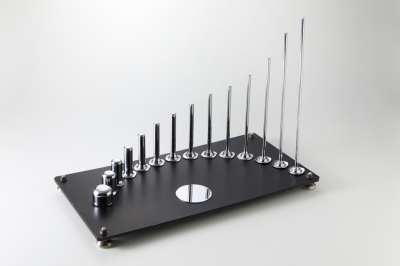
| 出展製品[3] | 60倍の超深絞り |
| 出展製品詳細[3] |
Φ4.5 x L280mm L/D62 自社の得意とする深絞り加工を追究した『超深絞り技術』 非鉄金属の深絞り加工も対応可能です。 |
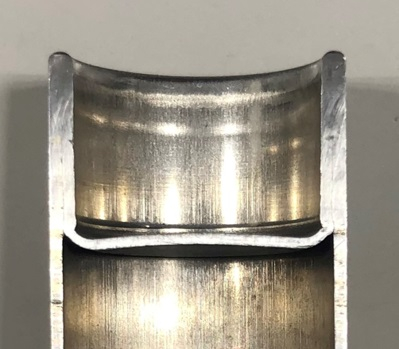
| 出展製品[4] | 折り返し絞り加工 |
| 出展製品詳細[4] |
プレス1工程のみで完結することで絞り品1部品のみとなり、さらには溶接工程が不要となります。 |
| 出展製品[5] | 板鍛造加工のネットシェイプ化 |
| 出展製品詳細[5] |
板鍛造の増減肉加工により最大4mmの板厚差 従来の鍛造 + 切削品に比べ約30%のコストダウンを可能 |
| 出展製品[6] | 工法転換(アルミダイカスト→プレス加工への置き換え) |
| 出展製品詳細[6] |
ダイカスト品と比較し20%の軽量化を実現しました。 ダイカストの得意形状である板厚可変は、段差成形に形状変更して実現することで機能を満足させました。 |
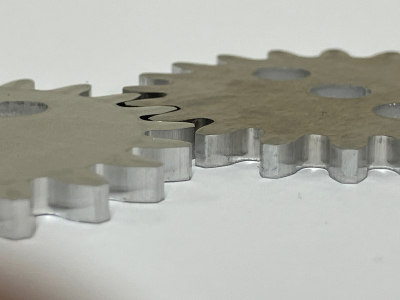
| 出展製品[7] | 精密せん断加工 |
| 出展製品詳細[7] |
ダレのないせん断加工により、せん断面率約90%を実現 ■材質:A5052-H34 / A6016-T6 板厚 3.0mm アルミ材の調質違いにも対応可能です。 |
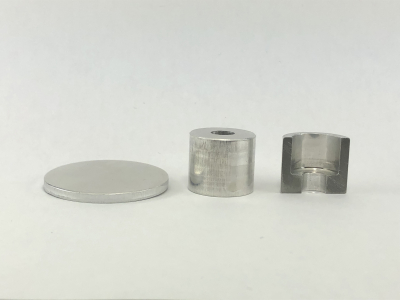
| 出展製品[8] | 「切削レス」プレス加工のみで1ショット2倍増肉加工 |
| 出展製品詳細[8] |
板鍛造の増減肉加工により絞り天面を1ショットで2倍増肉が可能となりました。 また肩部外側コーナーをC0.4にて成形することにも成功 これにより切削レス・工数削減を実現しました。 |
| 出展製品[9] | ジュラルミンの加工【技術開発】 |
| 出展製品詳細[9] |
ハイテン材と重量比較すると60%の軽量化となります。 そのまま常温で塑性加工すれば割れてしまい加工ができないが、 ジュラルミンの時効という特性に着目し、成形性を向上しつつ材料強度も損なわない加工方法を導き、製品の加工に成功しました。 曲げ加工で曲げ半径が小さければクラックが発生するなど、各工法における加工限界の見極めや、製品の精度・強度評価などまだまだ課題は多い。 |
| 出展製品[10] | 板材丸かしめ接合 |
| 出展製品詳細[10] |
絞り加工品と比べ、部品強度は劣りますが材料歩留まりは優れています。 歩留まり30%改善 寸法:真円度 0.1 以内を実現可能 |
| 出展カテゴリ |
A. 金型・金型材・金型部品等成形サンプル I. プレス加工機用周辺機器その他 P. ロボット・自動化IoTソリューション、AI |