大阪
大阪光工業株式会社
| 出展者名 | 光工業株式会社 |
|---|---|
| 英文社名 | HIKARIKOGYO |
| 小間番号 | 1-235 |
| 住所 |
〒321-2332 栃木県 日光市大室1960-1 |
| Address |
1960-1,Omuro,Nikko-shi,Tochigi,321-2332 |
| ホームページURL | https://www.hikari-kogyo.com/ |
| 電話番号 | 0288-26-3641 |
| PR文 | 当社の行動指針は、「創への挑戦」です。 1964年の創業以来、プレス加工では不可能だと思われていた 素材や形状の加工を数多く実現してまいりました。 今までに無い製造方法を創り上げていく「開発提案型企業」として 納期・品質・コストなど、お客様からの様々なご要望に お応えいたします。 |
| 代表的な出展製品 |
|
| 動画 |
|
| 出展製品[1] | 加工限界の16分の1を実現 |
| 出展製品詳細[1] |
【製品寸法】板厚8mmx27mmx48mm 【技術ポイント】穴・外周間の肉厚が板厚の16分 の1という特殊加工をプレスで実現。 【工程】ブランク抜き加工-精密プレス加工-ロータリー研磨加工 【概要】プレス加工では板厚の2倍が必要と言われる穴・外周間の肉厚が板厚の16分の1という極限加工品です。従来工法比35%のコスト削減を実現しました。 |
| 出展製品[2] | 8種18部品の精密嵌合品 |
| 出展製品詳細[2] |
【材質】SUS430相当 【製品寸法】組付時145x75x60(バーリング高さ含む概算) 【技術ポイント】8種18部品の同時起ち上げ、精密嵌合 【工程】トランスファプレス加工ー洗浄-検査-梱包 【概要】EGRクーラー用部品です。 当該品は、アウター、インナーの他に両端をホールドする部品、及びアウターを更に上からホールドする部品とインナーオスメスの間にサンドされるフィンがセットとなる、合計9種類24部品の嵌合によって成立する製品ですが、当社ではそのうちの8種類18部品の製造を担当しました。 殆どの部品を当社で同時起ち上げする事で、お客様の管理工数を大幅に削減し、より高い嵌合性と効率性を実現しています。 【製品説明】オスメス嵌合させて使用する、複雑な形状の絞り加工品ですが、お客様がスムーズにアセンブルでき、且つ、使用時に冷却水の漏れを発生させない為、最適なクリアランスが要求され、嵌合時の端面クリアランスは0.16mmを実現しています。 液漏れ防止の密着性と嵌合時の作業性の両立を実現し、大手Tier1様に採用されています。 【製品説明】アウターは、スプリングバックの大きいステンレスで、オスメス各々百分台の輪郭度を要求されていますが、燃料供給ユニットの加工で長年培った異形状プレス成型技術で対応しています。 インナーは、溝形状、絞り形状を順送で加工、6セットを積層させた状態でアウターが基準制度で嵌合できるよう、単品の精度管理を実施しています。 これらの部品を両端で保持するホルダーも、精度出しの難しい角絞り成形品ですが、更にアウターの外側にもカバーするような形で嵌合する2部品があり、トータルでは8部品の嵌合を実現しています。 【輪郭度】輪郭度0.08 平面度0.1 嵌合部長手公差レンジ0.06 嵌合クリアランス0.16 突起部高さ0.05、穴径0.1など、公差指定箇所多数 |
| 出展製品[3] | 精密深絞り製品 |
| 出展製品詳細[3] |
【製品寸法】例:Φ8mmx80mm(t0.7mm) 【技術ポイント】外径公差レンジ0.1mm 同軸Φ0.15 表面粗さ実測値 Ry0.5(顧客要求値はRy12) 【工程】1.プレス加工(深絞り)-洗浄-検査 2.プレス加工(深絞り)-洗浄-焼鈍-曲げ加工-検査 【概要】深絞りパイプです。スプール、バルジ加工までプレスで一貫対応するので、品質安定、量産対応、原価低減が可能です。 自動車エンジンの燃料噴射装置に燃料を供給するユニットに使用されており、割れや漏れが絶対に許されない重要保安部品としての品質要件をクリアしています。 【製品説明】 ■当製品は、1枚の板からプレス深絞り加工によって製造するスプール付きのパイプです。 ■プレスで加工するから寸法のバラつきが抑えられ、品質が安定します。 ■プレスで加工するから、大ロット需要や、急な需要増にも比較的柔軟に対応できます。 ■プレスで一貫加工するから、他工法に比べ安価に加工できます。 ■深絞り加工だから継ぎ目がなく、製品強度が確保できます。 ■自動車エンジンに使用される重要保安部品としての要求事項に対応した品質管理をしています。 ■複数の大手自動車メーカー様にご採用頂き累計5000万本以上の販売実績があります。 ■お客様のご要望によっては別工程での曲げ加工も承ります。 ■バルジ付・多段などの形状にも対応可能です。 ■実績があるのはSPCC相当材のみですが、他材質での加工をご希望の方はお問い合わせください。 【加工説明】トランスファプレスで10数工程かけて1枚の板から絞り出し、バルジ、スプールの加工も全てプレス内で行います。 |
| 出展製品[4] | プレス製配管継手部品 |
| 出展製品詳細[4] |
【材質】SPCC相当 【製品寸法】t1.2mmxΦ45mm(外径)x30.2mm 【技術ポイント】複雑な多段形状を板から絞り出し、スプルー部分に1.3mmのストレート部を確保しました 【工程】プレス加工-検査-梱包(インライン) 【概要】プレスで完結した配管継手部品です。切削加工からの工法置換で、大幅なコストダウンと量産性を実現しています。 【製品説明】 ■当製品は、プレス完結の配管継手部品です。 ■溝部分にOリングを装着し、鉄パイプと接合する目的で使用されます。 ■本製品は大手自動車メーカーの冷却用ウォーターパイプに使用されておりますが、さまざまな分野への応用が考えられます。 ■お客様の仕様に従って型設計をするので、材質・大きさ・形状に関してはご相談ください。 加工説明 ■従来は切削加工品で対応していましたが、当社でプレス化することにより、大幅なコストダウンと大量需要に対応できるようになりました。 ■2012年より販売開始して、月50,000個、累計200万個の販売実績があります。 ■月1万個以上の数が見込めるなら、金型を起こしてもコストメリットが出せると思います。 備考 【主な公差】 重要部外径公差レンジ0.2 真円度Φ0.1 同軸度Φ0.2 重要部面粗度2.5a 【特記事項】 Oリングを安定保持するために溝部(スプルー部)のストレート部長さ1.3mmを確保しています。 |
| 出展製品[5] | 冷間鍛造燃料センサーフランジ |
| 出展製品詳細[5] |
【製品寸法】t10.2x43x34 【技術ポイント】インゴット材から加工した冷間鍛造フランジです 【工程】冷間鍛造プレス加工-ナットスポット溶接-検査-出荷 【概要】切削からの工法置換品です。ナットスポット工程が1工程追加となりましたが、切削加工時と比較し、90%以上の大幅なコスト削減(製品単価1割未満)を実現しています。 【製品説明】主要寸法公差:穴径Φ9.5(+0.02~-0.01)穴真円度0.1、穴内面粗さ(Ra0.63)、角突起部29.6x15.6(-0.1~-0.2)角突起部首下R0.5max ,指定部平面度0.2以上を全てプレス加工のみで実現しています。 【加工説明】当初は板鍛造を想定していましたが、成形性の向上を目的としてインゴット材からの冷間鍛造に切り換えた製品です。加工開始当初は、鍛造加工後に切削及び単発プレスによる追加工が必要でしたが、現在は鍛造成形後、ナットスポット加工だけで出荷しています。 |
| 出展製品[6] | 内面鏡面仕上げカップ |
| 出展製品詳細[6] |
【製品寸法】例:内径Φ13.5mmxh14.5mm 【技術ポイント】プレス絞り加工のみで内面を鏡面状に仕上げたカップ。主な製品公差:内径公差レンジ0.03 真円度0.035 同軸度0.1 【工程】プレス加工(内面鏡面絞り)-洗浄-検査 【概要】プレス絞り加工で内面を鏡面状に仕上げたカップです。 品質要求水準の厳しい安全保安部品として、20年以上の供給実績があります。厳しい内面粗さを要求される部品、機械加工では供給が間に合わない量産品に卓越したプレス加工技術でお応えします。 【製品説明】 ■当製品は、プレス完結の内面鏡面仕上げカップです。 ■自動車エンジンに燃料を供給するユニットに使用されております。 ■燃料漏れが決して許されない重要保安部品として、お客様の要求品質基準をクリアしています。 ■殆どの日本車メーカー様からご採用頂いており、シリーズ全体では月間300万個、累計7億個以上の販売実績があります。 ■日系自動車メーカー様が世界中で生産する自動車の3割以上にこの製品が使用されている計算になります(当社試算による)。 ■切削加工からの工法置換により、50%のコストダウンを実現。 【加工説明】切削加工品をプレス加工品に工法置換して生まれた製品です。 内面の鏡面仕上げもプレス加工だけで実現しています。 【備考】品質要求水準の厳しい安全保安部品として、20年以上の供給実績があります。厳しい内面粗さを要求される部品、機械加工では供給が間に合わない量産品に卓越したプレス加工技術でお応えします。 |
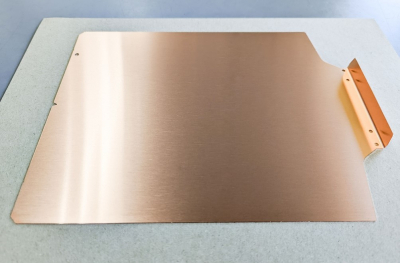
| 出展製品[7] | EV車載リチウムイオンバッテリー用放熱材(ヒートシンク) |
| 出展製品詳細[7] |
【材質】C1020R-H 【製品寸法】209.6mm×L268.4mm×t=0.5mm 【技術ポイント】全面(209.6mm×268.4mm)平面度0.2mm 反り1.0mm以下。油分付着無き事。 【工程】プレス加工-乾燥-梱包 (全自動) 【概要】放熱材は、リチウム電池パック(セル)に挟んで放熱をするための部品です。 放熱材【ヒートシンク】と電池パック(セル)は接着剤で固定される為、【ヒートシンク】にプレス油が残っていると接着不良を起こしてしまいます。 それを未然に防止する為、ダイン液による濡れ性検査 が必須となります。 また平面度も非常に重要なスペックです。 【製品説明】当社で生産しているヒートシンクが使用されているEV用セルは、261×216mmのシート形状でコンパクトながら大きな要量を持っています。 モジュールは、セル10枚と14枚の2タイプあり前者はヒートシンクを4枚、後者は6枚使用します。 【加工説明】材料投入~プレス加工~乾燥~梱包まで完全自動で生産している為、人の手で触れることなく、コンタミを最小限に抑制しています。 プレ加工は乾性油を使用し乾燥工程で残留油分をなくしており、課題である濡れ性も問題ありません。 |
| 出展カテゴリ |
A. 金型・金型材・金型部品等金型 N. 精密部品加工技術塑性加工 |